| |
|
杭州浙营机床有限公司 |
|
地 址:浙江省富阳市东洲街道
富民路105号
销售电话:0571-63466839
63466878
售后服务电话:0571-63466000
手 机:13685744911 13429181000
传 真:0571-63466363
E-mail:hzjtjc@163.com
网 址:www.fyjtjc.com |
|
|
|
|
仪表机床采用弹簧夹头快速夹紧装置,快速手板式操作,电机直接带动主轴运转,定位控制车削,部分机床配有法兰(直径80-160),尾架装置丝杆装置、压模跟刀螺纹切削装置;能加工内外圆柱面、割槽、切断、圆锥、钻孔、铰孔、攻丝、套丝、铣磨、车螺纹等功能。 |
|
|
机床置于平台上,必须保证床身平稳,不能有晃动拧紧螺栓是要保证床身不产生扭曲变形,为保证床身在拧紧螺栓时不产生扭曲变形特建议如下:
(1)在平台上先抹上水泥浆,再放上机床,待水泥浆干了以后,再拧紧螺栓。
(2)放上机床,空隙处塞上斜塞铁,在拧紧螺栓时,床身不产生变形为好。
电机座应可调紧,使三角带与机床主轴轴线垂直,并保持适中的张力,以中间压下1至2指距为宜。
(3)用户自行做旋转部位的安全防护装置,保证操作安全。
(4)主轴轴承间隙的调紧可通过调整螺母来实现,主轴的轴向窜动控制在O.002-0.008毫米之间(出厂时已调好),间隙的大小直接影响到轴承的使用寿命,客户应引起高度的重视,用户自行调紧到无间隙状态而引起轴承损坏的不属于保修范围。 |
|
|
使用机床前必须详细阅读使用说明书,熟悉机床安装、调试、使用、保养,开机前应检查各部件是否完好,运动是否灵活,工件是否夹紧,操作是否安全,确认后,开空车五分钟,方可进行切削加工。
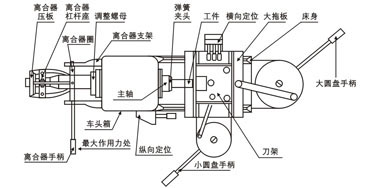
刀具的安装(见附图)
小拖板上的刀架是用于安装刀具的,可根据加工的工件确定刀具的安装位置和数量,刀尖以通过主轴中心为宜,可用垫片来调整,并用螺钉和压板固定刀具,部分型号车床配有可转方刀架,可直接装夹刀具。 |
|
|
开弹簧夹头步骤(见附图)
a)在本机上,根据夹持工件的尺寸,先钻孔,后镗孔,孔的尺寸应比夹持工件大0.05-0.1毫米。
b)将夹头卸下开槽,根据需要开三槽均布(互成120度)或四槽均布(互成90度)槽宽2-3.5毫米,槽深占总长的70-75%。 |
|
|
维护、保养
(1)平时机床应保持清洁,无污垢,工作前在各油杯处与各活动部位加注润滑油。
(2)各型仪表车床主轴轴承每工作时间满300小时后更换润滑油。
(3)机床大小拖板均配有调整塞铁,使用一段时间后,拖板磨损,可通过调整塞铁螺钉消除间隙,恢复原有精度,调整后保持拖板运动灵活,无阻滞。
(4)机床开机半小时后,主轴轴承达到稳定温度,在轴承盖上方与箱体交结处测量机床的温度最高不能大于65度,大于该温度将会使润滑脂溶化流失,促使温度再升高而缩短轴承的使用寿命,严重的导致轴承咬死,此时应立即停车,按(安装与使用第4条)调整轴承间隙。机床的噪声按国标颁布不大于80分贝,本厂控制在50分贝以下。 |
|
 |
 |
|
检验项目 |
欢送 |
主轴孔线对拖板移动
平行度(每50mm内) |
垂直面 |
≤0.02 |
|
水平面 |
≤O.02 |
|
主轴轴向窜动 |
≤0.01 |
|
主轴定心轴颈的颈向跳动 |
≤0.01 |
|
主轴内锥度径向跳动 |
≤0.01 |
|
刀架横向移动对主轴轴线的垂直度(每50mm) |
只许凹
0.005 |
|
大拖板与导轨接触面(25×25mm) |
10-12点 |
|
小拖板与横向燕尾接触面(25×25mm) |
8-10点 |
|
|
|
上一页 “仪表机床系列”共5页
5/5 转到第 1
2
3
4
5
页 |
|
|